

Phay bánh răng là một trong những kỹ thuật phức tạp và quan trọng trong lĩnh vực gia công cơ khí chính xác. Với sự phát triển của máy CNC, việc lập trình phay bánh răng trở nên hiệu quả hơn, cho độ chính xác cực cao.
Trong bài viết này, Cơ Khí Nam Dũng sẽ chia sẻ hướng dẫn chi tiết quy trình lập trình phay bánh răng trên máy CNC từ A-Z.
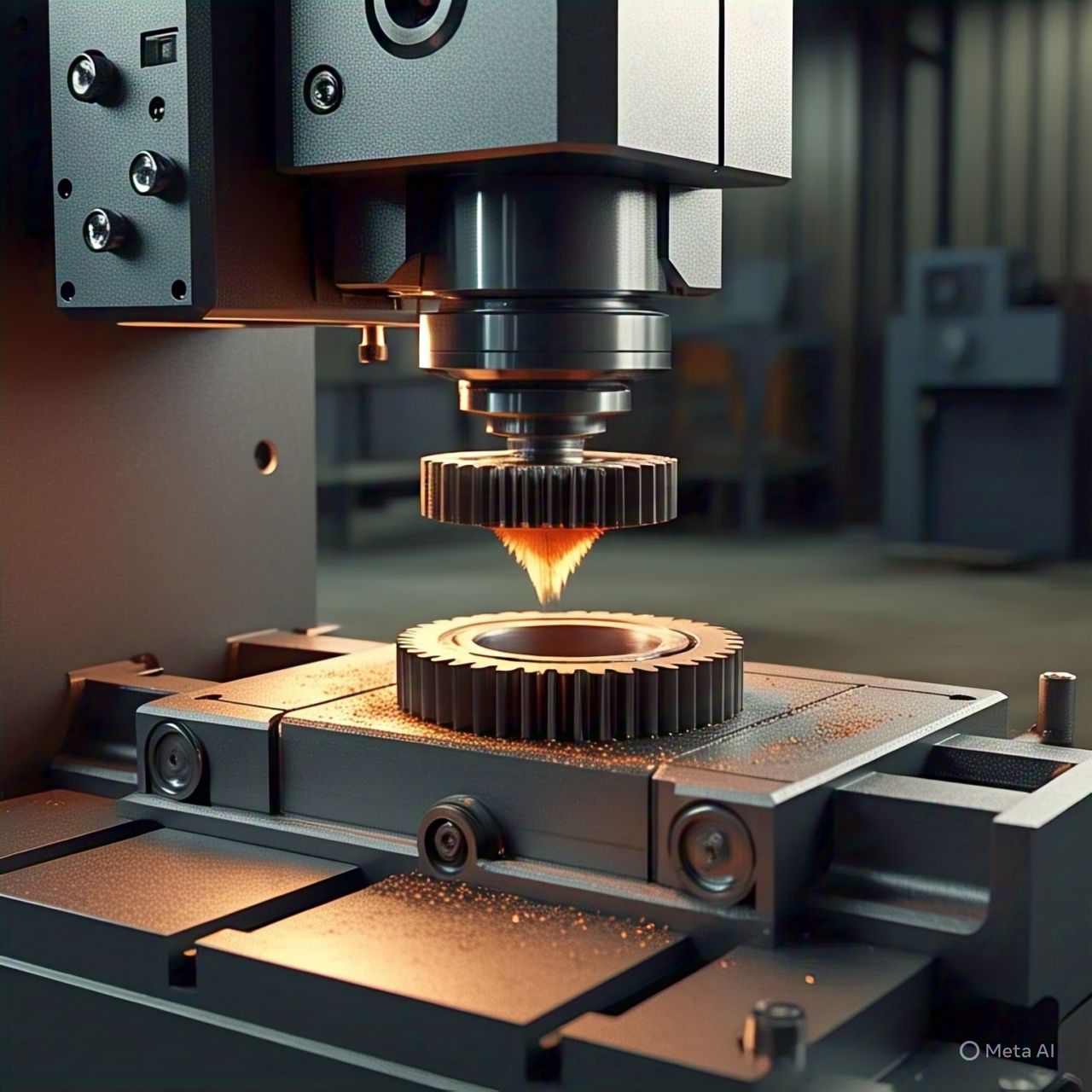
1. TỔNG QUAN VỀ PHAY BÁNH RĂNG CNC
Phay bánh răng CNC là quá trình sử dụng máy phay CNC để cắt tạo hình răng bánh răng theo đúng tiêu chuẩn (mô-đun, bước răng, góc nghiêng...). Phương pháp này phù hợp để gia công:
- Bánh răng trụ thẳng và nghiêng
- Bánh răng côn
- Bánh răng đặc biệt như hypoid
Phay CNC cho độ chính xác cao, năng suất lớn, phù hợp cả sản xuất đơn chiếc lẫn hàng loạt.

2. CHUẨN BỊ TRƯỚC KHI LẬP TRÌNH
🔹 Dữ liệu cần có:
- Mô-đun (m)
- Số răng (Z)
- Góc ăn khớp (α) – thường 20 độ
- Đường kính vòng chia (d)
- Chiều dài răng
- Loại bánh răng (trụ, nghiêng, côn…)
🔹 Dụng cụ cắt:
- Dao phay định hình (form cutter)
- Dao phay mô-đun (chọn đúng theo Z và m)
- Dao phay đĩa (cho bánh răng đơn giản)
🔹 Máy CNC phù hợp:
- Máy CNC 3 trục hoặc 4 trục
- Có tích hợp bàn chia độ (indexing head) nếu cần phay nhiều rãnh răng
3. HƯỚNG DẪN LẬP TRÌNH PHAY BÁNH RĂNG CNC
🧩 Bước 1: Lập trình phay rãnh răng đầu tiên
Sử dụng phần mềm lập trình (VD: Mastercam, Fusion 360, Siemens NX) hoặc viết tay bằng G-code.
📌 Ví dụ đoạn mã G-code phay răng cơ bản:
G90 G21 G17 G40 G49 G80 T1 M6 ; chọn dao G0 G54 X0 Y0 Z50 ; di chuyển về điểm chuẩn S1000 M3 ; tốc độ trục chính G43 Z5 H01 ; bù chiều dài dao G1 Z-5 F100 ; cắt xuống G1 X20 F150 ; cắt rãnh răng G0 Z50 ; nâng dao M30 ; kết thúc chương trình
► Tùy theo loại máy và phần mềm CAM, đoạn mã có thể khác nhau, nhưng logic vẫn là:
Xác định vị trí răng → cắt rãnh → xoay phôi → lặp lại
🧩 Bước 2: Lập trình bàn xoay (Indexing)
Với các máy có bàn chia độ, lập trình lệnh xoay phôi sau mỗi lần cắt rãnh:
G91 A(360/Z) → xoay góc chia tương ứng cho răng kế tiếp
G90 → quay về tọa độ tuyệt đối
Ví dụ: Với Z = 20 răng → A18 (vì 360° / 20 = 18°)
🧩 Bước 3: Lặp lại quy trình cho đủ số răng
Sau mỗi lần cắt, lệnh xoay được thực hiện → tiếp tục cắt rãnh kế → cho đến đủ số răng.
4. CÁC LƯU Ý KỸ THUẬT KHI LẬP TRÌNH
✅ Tính toán chính xác bước răng và mô-đun
✅ Chọn đúng loại dao phay theo tiêu chuẩn
✅ Bù dao chính xác (tool compensation)
✅ Chọn tốc độ trục chính (Spindle Speed) và bước tiến (Feedrate) phù hợp vật liệu
✅ Kiểm tra phôi gá chặt, không rung khi phay
5. PHẦN MỀM HỖ TRỢ LẬP TRÌNH PHAY BÁNH RĂNG
Một số phần mềm lập trình phổ biến:
- Autodesk Fusion 360
- Siemens NX
- Mastercam
- SolidCAM
- ArtCAM (cho bánh răng 2D)
Các phần mềm trên cho phép mô phỏng trước quá trình gia công, giúp phát hiện lỗi và tối ưu đường chạy dao.
6. GIA CÔNG BÁNH RĂNG CNC THEO YÊU CẦU TẠI CƠ KHÍ NAM DŨNG
Với đội ngũ kỹ sư CNC dày dạn kinh nghiệm, Cơ Khí Nam Dũng chuyên:
- Gia công bánh răng trụ, nghiêng, côn, hypoid
- Thiết kế và lập trình CNC bánh răng theo yêu cầu kỹ thuật riêng
- Sử dụng máy CNC hiện đại, chính xác từng chi tiết
Chúng tôi cam kết:
🔧 Bánh răng đạt đúng tiêu chuẩn kỹ thuật
📏 Sai số nhỏ, đồng đều
⏱ Giao hàng đúng tiến độ
💰 Giá thành cạnh tranh
7. LIÊN HỆ GIA CÔNG BÁNH RĂNG CNC
CÔNG TY TNHH CƠ KHÍ NAM DŨNG
Địa chỉ : Lầu 1, Số 456 Xô Viết Nghệ Tĩnh, Phường 25, Quận Bình Thạnh, HCM
Nhà Xưởng : P3-10L- 5H Ấp 2 - Xã Vĩnh Lộc B - Huyện Bình Chánh -Tphcm
Hotline : 0902.170.441 - 0962.902.096 (Mr.Nam)
Email : cokhinamdung1@gmail.com
Website : cokhinamdung.vn

